

Products
整流器
杏彩体育:功率半导体晶元浪涌击穿的分析与研究
:整流桥击穿短路失效,故障表现为桥堆内部二极管晶元浪涌击穿。本文从整流桥失效机理、器件结构、生产过程可靠性等方面分析,通过采用X-ray、超景深微镜、QT2等设备对器件进行全面分析论断。通过研究分析发现,此故障为晶元焊接后清洗不良所致,焊接过后晶元周围多余焊料未清洗干净,导致晶元耐电压能力下降。整改从清洗环节入手,通过更改清洗溶液比重,以及建立报警和可追溯机制,杜绝此故障发生。
作为一种功率元器件,整流桥采用一体化封装,且组装简单,广泛应用于各种电源设备。其内部主要是由4 个二极管组成的桥路来实现把输入的交流电压转化为输出的直流电压。整流桥内部是由4 个整流二极管晶元组成的1 个桥堆,在模拟电路中应用非常广泛,主要应用在直流电源、测量、极性选择等实际电路中。整流桥失效后,会出现电源电路不通电,直接导致电器不能使用,本文对整流桥浪涌击穿失效展开分析研究。
整流桥在实际应运中出现浪涌失效,测试整流桥内部不同位置二极管晶元均有失效,晶元位置失效不集中,产线生产批次集中。故障测试为内部单个不同晶元击穿短路,表象为浪涌击穿。在直流电源电路中,整流分为单相桥式整流和三相桥式整流两类。在电源电路中,整流桥应用非常广泛,此时该桥式电路主要起整流作用,即使交流电源转换为脉动直流电源。工作原理:在整流桥的每个工作周期内,同一时间只有2 个二极管工作,通过二极管的单向导通功能,把交流电转换成单向的直流脉动电压。该整流桥采用塑料封装结构(大多数小功率整流桥都是采用该封装形式)。桥内的4 个主要发热元器件二极管被分成两组分别放置在直流输出的引脚铜板上。直流输出引脚铜板间有两块连接铜板,分别与输入引脚(交流输入导线 个对外连接引脚的整流桥。由于该系列整流桥都是采用塑料封装结构,在上述二极管、引脚铜板、连接铜板以及连接导线的周围充满了作为绝缘、导热的骨架填充物质的环氧树脂。
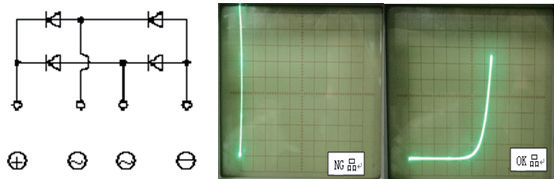
整流桥二极管晶元短路失效数据统计,整流桥内部4 个二极管失效数量排序不集中,内部原理如图1 所示。使用晶体管图示仪测试样品各引脚间的V-I 特性曲线,并与正常品进行对比。异常品的部分引脚间呈现短路现象,正常品引脚间特性均符合二极管特性。测试曲线 所示:
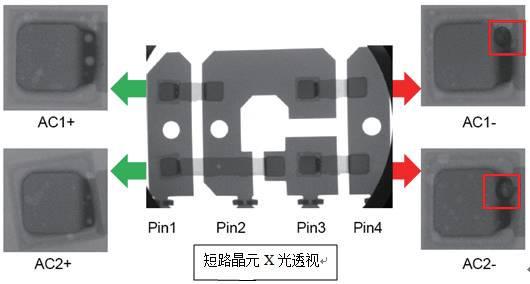
对短路位置二极管晶元进行正面透射,见图2,分析发现内部晶片边缘有异常阴影。检查发现烧损点具有一致性,集中于金属连接桥与二极管晶片交界处。
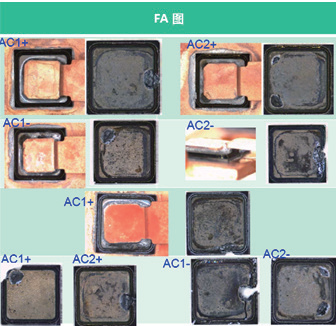
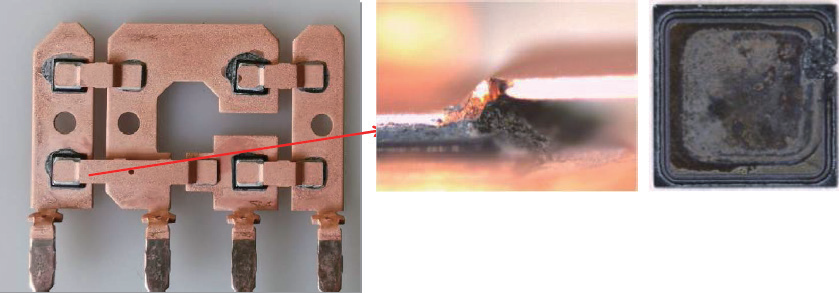
对失效整流桥进行开封解析,除去黑胶显示内部晶元夹片有烧伤痕迹。开封结果显示样品短路引脚所对应的晶元有明显电损伤痕迹,可判定整流桥短路为电击穿晶元所致。开封未发现材料结构异常,小部分失效在晶元边缘以外,其余大部分均为晶元下方,有浪涌痕迹(如图3)。
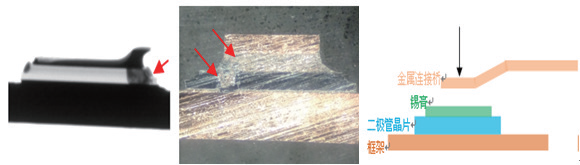
如图4 所示,对失效晶元X 光侧面检查,晶元边缘与底部支架焊接处有异常阴影,对异常阴影进行金相研磨,放大镜检查明显为焊接时残留的锡珠。将不良品切割后,剩余部分可以从侧面做X-ray 检查二极管晶片,结果显示烧损点框架到上层金属桥之间有黑影(即金属材料)。做金相切割观察二极管晶片的失效点,研磨后发现晶圆侧面的材料(烧损点)颜色与顶层材料颜色一致,由此断定引起短路的材料与焊料相同,均为锡膏。
对故障件进行分析,确认失效原因为晶元在点胶焊接后,部分锡膏在焊接熔化过程中未能与晶粒上的整体锡膏熔融在一起而形成较小锡珠,此类焊接形成的锡珠无法避免,为行业普遍问题。由于循环泵故障导致清洗站清洗溶液比重下降,从而造成溶剂清洗不干净。由于清洗溶液比重无SPC 管理,未超规格但有明显下降时无法及时发现。在焊接上下层的金属连接桥时产生锡珠,导致二极管晶元的边沿爬电距离偏小,应用过程中电源出现轻微浪涌电压时将该位置击穿造成短路。
对生产过程可能导致因素制作因果排查图(见图5),全流程分析排查失效故障点,分析确认失效因素为清洗环节异常导致。
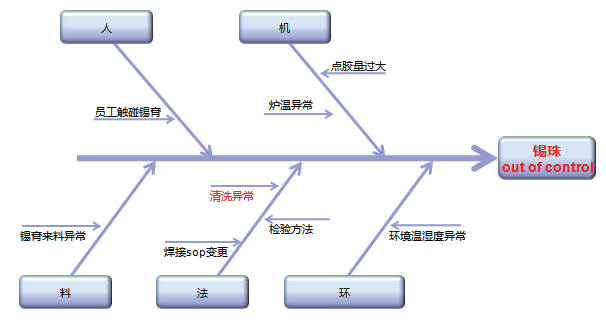
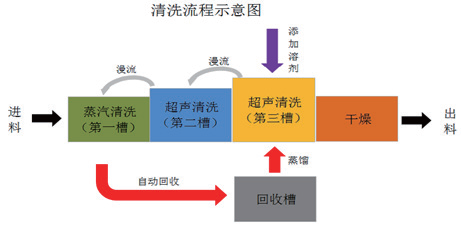
焊接过程流程如图6 所示,焊接过程中晶元上下焊接均要点胶,焊接后均会产生锡珠,清洗环节尤为重要。以下主要针对清洗环节进行排查分析。

采用气压式点胶头将锡膏附着在支架上,根据“自动焊接时间/ 压力设定表”调整点胶大小。将实际参数记录在核对表中,IPQC 每班检查参数是否符合规格,如有超规则立扣留单,并进行追溯,确认此环节无异常。
查看所有故障批次经过清洗制程,未发现漏清洗的现象。IPQC 每班要测量1 次清洗溶液比重,规格1.15,故障批次未发现比重超规记录,但是发现6/2早班~ 6/3 早班的比重数据有波动。说明:焊油的主要成分是松香,比重1.06 ~ 1.085,而清洗液原溶液比重为1.32,溶液中松香比例升高会导致溶液比重下降。将2019 全年度的比重记录全部对比发现,发现除了6/2 ~ 6/3 以外,其余的比重记录都在1.25 ~ 1.31 的范围。
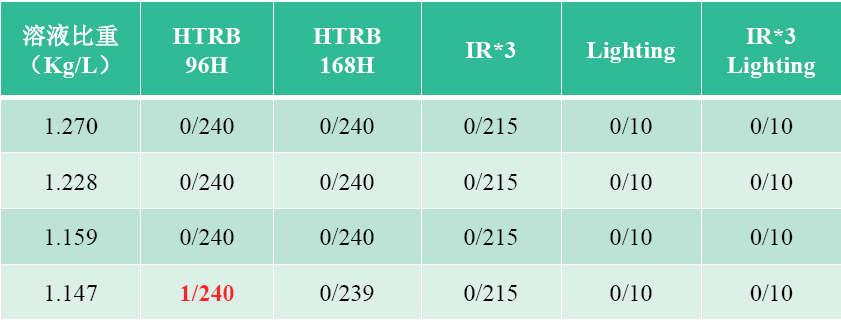
为了明确比重的差异是否会造成实际材料失效,制定验证实验(表1)。从该验证实验来看,故障批次生产期间比重差异分析为本次失效的主要原因。
由于比重值没有超规格,因此不会开具异常处理单。根据模拟实验结果,材料表面未发现异常,因此当时未能侦测到。搜索清洗站所有制程记录,各项设定都在规格内,也无机故记录,但在6 月3 日曾做过清洗线季度保养。保养时要求对各部位查看工作是否正常,实际比对备品领料记录,故障批次生产当天领用过磁力泵。与设备维护人员确认,保养时发现磁力泵不工作,因此更换备品。
磁力泵即循环泵,主要起到循环过滤清洗液的作用,清洗过程如图7 所示。当泵异常时,会导致槽内溶液循环不良,第三槽溶解在清洗液中的焊油等污物不断积累,得不到循环,导致溶液比重出现波动,无法达到预期的清洗效果。由于循环泵故障只是通过溶液比重识别,没有可以快速侦测故障的机制。
模拟验证,当比重低于规格值时,经过96 h失效1颗,剩余材料继续168 h 无失效。对失效品取样分析,见图8,去黑胶后材料表面未发现异常,失效模式为晶元下方有浪涌痕迹,与售后失效品结果相同。
故障批次不良品集中问题,样品做X-ray 检查均发现晶圆表上有损伤,且短路晶圆位置分布集中,确定为出现焊料残留,经模拟是生产期间清洗溶液比重控制失效造成。针对此故障失效,通过对生产各环节制定整改措施,验证整改效果无异常。
重新制定清洗站溶液比重规格,由1.15 调整为1.24,当循环泵失效时,在1 天之内即可发现异常,修改《清洗站检验规范》,比重规格:≥ 1.15,之后:≥ 1.24;
清洗站增加循环泵运行,以便在生产中快速侦察到清洗溶液循环异常,有异常时会警报。同时加装了循环在线监测部件监测流速,检测到循环不良时能够及时报警,在生产中快速侦察到溶液循环异常。循环异常时,有警报及故障信息提示。
清洗站循环泵及影响到溶液比重的部件维修或更换后,必须通知IPQC 检查确认,维修无异常确认通过后才可开始生产。
在晶元焊接后,增加侧面CDD 检测识别,发现锡珠大于晶元厚度1/3 判定为不良品,直接报废处理。
确认晶元浪涌失效为产品焊接后清洗不良导致,通过调整比重,增加清洗溶剂流量检测、侧面CCD 视觉检测,能有效监控生产环节不良,及时筛选出不良品,减少因清洗不良导致的失效。
[1] 许其品,魏伟,王永刚.可控硅整流桥均流的探讨[J].水电自动化与大坝监测,2010(4):12-15.
